

Stili M5
Stili con filettatura M5, sviluppati appositamente per l'utilizzo con le teste di misura ZEISS VAST, VAST XT e VAST XTR.
Oltre 5000 stili, progettati e costruiti prestando massima attenzione alla stabilità dimensionale e geometrica durante l’utilizzo in macchina.

Grazie al materiale più duro al mondo, l'usura e l'accumulo di materiale durante la scansione sono praticamente nulli. Le sfere diamantate sono quindi ideali per la misurazione di pezzi molto duri o altamente abrasivi, nonché per attività di scansione in cui solo un punto della sfera è in contatto con il pezzo per la maggior parte del tempo (ad esempio, misure su una tavola rotante).
Grazie al rivestimento con il materiale più duro al mondo, l'usura e l'applicazione sono ridotte. Questi stili sono particolarmente adatti per la scansione di materiali morbidi. Sono ideali anche per la misurazione di superfici in vetro e a specchio, in quanto non presentano praticamente difetti di superficie durante la scansione.
Il rubino è il materiale per sfere più utilizzato nella tecnologia di misura ed è adatto alle operazioni di misura più comuni. Il rubino può essere utilizzato per produrre sfere molto piccole a partire da un diametro di 0,12 mm.
Le sfere di ceramica hanno una porosità molto bassa. Possono essere prodotte in varianti ad alta precisione, in sfere di grande diametro e in semisfere (cave) ottimizzate per il peso e sono realizzate su specifica. Sono particolarmente adatte per la scansione di superfici ruvide come la ghisa.

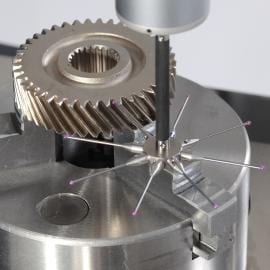
Le sfere in carburo possono essere prodotte secondo le specifiche. Hanno un peso elevato, ma consentono diametri speciali, ad esempio per la misurazione degli ingranaggi.
Come il rubino, le sfere di nitruro di silicio sono utilizzate per le operazioni di misura più comuni, ma sono particolarmente adatte per la scansione delle superfici di alluminio.
Se una misurazione presenta forti fluttuazioni, nel 90% dei casi si tratta di un problema del sistema dello stilo. Per risolvere questo problema, è necessario verificare la riproducibilità del sistema tastatore e ottimizzarlo se necessario.
Anche altri fattori possono influire sull`accuratezza delle misure con i tastatori:
È possibile verificare la riproducibilità del sistema a stilo in tre fasi. Ripetere le fasi 2 e 3 più volte e confrontare la ripetibilità dei risultati in uno strumento di valtazione (ad esempio, Excel o PiWeb):
La precisione standard della sfera della sonda è di grado 5. Per le misure di forma con una maggiore precisione, sono necessarie sfere con una migliore rotondità per ridurre al minimo gli errori di misura. Si noti, tuttavia, che le sfere di grado 3 non sono necessariamente migliori di quelle di grado 5, in quanto il grado delle palline della sonda viene determinato in un processo discontinuo. Qunidi, se una particolare selezione del lotto di produzione è in tolleranza, si presume che tutte le sfere rientrino in quel grado. La distribuzione della precisione delle sfere corrisponde quindi a una distribuzione gaussiana. Per questo motivo, le sfere di scarsa precisione possono essere vendute anche nel Grado 3.
Se hai bisogno di un tastatore con una rotondità molto precisa, dovrai usare un tastatore con certificato. Solo così sì può essere certi che la rotondità specificata sia mantenuta e soddisfi i requisiti richiesti.
Un tastatore, come qualsiasi altro strumento, è soggetto a usura naturale. I danni, ad esempio dovuti ad abrasione, graffi o scheggiature, o la contaminazione, ad esempio dovuta all`applicaione di materiale, olio o vernice, influiscono significativamente sulla precisione di misura. Poichè di solito non è visibile a occhio nudo, i tastatori devono essere controllati al microscopio per verificare che non siano danneggiati o contaminati La frequenza con cui eseguire questa ispeione dipende dall`applicazione del tastatore o dai parametri ambientali.
Si consiglia di ottenere una panoramica attraverso una sorta di scheda utensile, disponsibile anche per la macchine di produzione, e di determinare un ciclo di ispezione a partire da essa.
La durata di utilizzo dei tastatori dipende esclusivamente dal tipo di applicazione. L`usura si verifica nel punto in cui la sfera della sonda tocca il componente da misurare. Se si utilizza sempre lo stesso punto, ad esempio per la scansione di un piano, la durata dei tastatori sarà più breve rispetto alla scansione di ceerchi. Questo perchè lìntero equatore della sfera è utilizzato. Altri fattori che influenzano la durata dei tastatori sono la distanza di scansione, la velocità, la forza di tastatura, l`ambiente di misura e il materiale da misurare.
Si consiglia di creare una scheda di qualità per ogni tastatore e di utilizzarla per testare regolarmente i tastatori. In questo modo si otterrà una durata media affidabile dei singoli tastatori nel tempo.
Se si è verificata una collisione, il sistema tastatore deve essere controllato su un anello. Trattandosi di strumenti di misura ad alta precisione, non bisogna correre alcun rischio. Prestare particolare attenzione ai tastatori o alle prolunghe con gambo in fibra di carbonio, poichè è possibile che singole fibre siano state strappate. Questo può essere rilevato solo sull`anello stesso. I tastatori con asta in carburo o ceramica possono essere utilizzati anche dopo una collisione, se la pallina è ancocra sull`asta.
Attenzione: Con le sfere a coda di rondine occorre prestare la massima attenzione! A differenza delle sfere incollate o saldate in un albero, le sfere non cadono necessariamente in un collegamento mortasato. Possono rimanere allentati sui perni e causare errori di misura. Purtroppo questo accade spesso inosservato, quindi è necessario controllare le sfere a coda di rondine immediatamente dopo una collisione.
Se si verifica un contatto tra il componente e l´albero del tastatore anzichè la sfera della sonda, si tratta di un contatto con l`albero. Poichè il contatto con l`albero genera un segnale anche sulla testa della sonda, ma non è definito, il contatto con l`albero porta a misure errate che spesso passano inosservate. Quando si effettuano misure con sonde di picole dimensioni, che di solito hanno alberi sottili, c`è il rischio che l´albero si pieghi durante la tastatura. Se gli elementi di fissaggio utilizzati, come angoli o cubi, sono di scarsa qualità o sono stati regolati in modo impreciios, è possibile che si verifichi un contatto con l´albero.
Nella progettazione del sistema tastatore è necessario prestare attenzione ai seguenti punti.
Il sistema tastatore deve
È inoltre necessario assicurarsi di utilizzare componenti di alta qualità, poichè la qualità del sistema tastatore influisce al 100% sull`accuratezza dei risultati di misura.



